Стерилизация и пастеризация консервов. Асептическое консервирование |
При производстве консервов большое значение имеют стерилизация и пастеризация продуктов, а также асептический способ консервирования.
Стерилизация
Стерилизация — тепловая обработка консервов при избыточном давлении и температуре 100 °С и более.
В консервной промышленности стерилизация носит условный характер, так как после термической обработки микроорганизмы уничтожаются не полностью, а создаются такие условия, которые не дают возможности дальнейшему развитию оставшихся в живых микроорганизмов.
Факторы, влияющие на режимы стерилизации. Режимы стерилизации разрабатываются конкретно для каждого продукта и для тех условий, в которых осуществляется стерилизация (тип аппарата, параметры теплоносителя и т. д.).
Надежность режимов стерилизации определяется режимом прогрева консервов. Передача теплоты от периферии к центру банки может проходить двояко: за счет конвекции при стерилизации жидких продуктов и за счет теплопроводности для густых. В пюреобразных продуктах процесс теплопереноса происходит как за счет конвекции, так и за счет теплопроводности. Учитывая, что процесс теплопередачи путем теплопроводности проходит очень медленно, его можно ускорить путем увеличения градиента температур между греющим теплоносителем и содержимым банки. Из этого следует, что стерилизацию густых продуктов нужно проводить при более высоких температурах.
Размеры и вид тары также определяют режимы стерилизации. С увеличением диаметра банок увеличивается расстояние до центра банки, наименее прогреваемой точки продукта. Большие размеры тары требуют более продолжительного прогрева.
Увеличение продолжительности и повышение температуры стерилизации приводят к развариванию некоторых продуктов, потере внешнего вида. Поэтому для определенных продуктов ограничена максимальная вместимость тары.
Надежность и правильность выбранных режимов стерилизации зависят от степени обсемененности микрофлорой продукта перед стерилизацией. Для выбранных режимов устанавливается предельно допустимое количество микроорганизмов на 1 см3 или 1 г продукта.
Бактерицидные свойства продукта также влияют на величину температуры и продолжительность стерилизации. Например, продукты из клюквы содержат бензойную кислоту, обладающую бактерицидными свойствами, стерилизуются при более мягких режимах, чем другие продукты, имеющие такие же показатели по вязкости, и при других прочих равных условиях.
Расчет режимов стерилизации. Учитывая многофакторность процесса стерилизации, а также различные толкования механизма отмирания клеток, практически невозможно строго количественно сделать расчет режима стерилизации.
В связи с этим при расчетах пользуются эмпирическими закономерностями между числом жизнеспособных клеток и параметрами нагрева. Экспериментально было установлено, что гибель популяции клеток происходит не мгновенно, и если в полулогарифмической системе координат изобразить этот процесс (продолжительность нагрева — число жизнеспособных клеток), то на определенном участке он, как правило, изобразится прямой линией. В этом случае скорость отмирания клеток (Kv) определяется известным уравнением скорости химических реакций
![]()
где τ - продолжительность нагрева; Ni - начальное число клеток микроорганизмов; Nτ - число жизнеспособных клеток микроорганизмов после нагрева в течение времени.
Из этой формулы следует, что продолжительность нагрева равна
Мерой отмирания спор и штаммов микроорганизмов служит на¬клон прямого участка кривой выживаемости. По формуле продолжительности нагрева этот наклон характеризуется величиной Dt = 2,303/KV. представляющей собой время (в мин), необходимое для снижения числа-опор в 10 раз. Обычно эту величину относят к температуре 121,1 °С.
Величину Dt определяют экспериментальным путем при прогреве тест-культуры при той или иной температуре и при различных экспозициях.
Чаще всего при расчетах режимов стерилизации пользуются значением величины z, которая показывает зависимость времени термической смерти микроорганизмов от температуры. Под временем термической смерти понимают продолжительность нагрева, необходимую для полного подавления жизнедеятельности определенного числа спор микроорганизмов. Величина z представляет собой число градусов Цельсия, в пределах которых, значение Dt изменяется в 10 раз. Значение z зависит от свойств микроорганизмов и среды, в которой ведется нагрев.
Формула стерилизации. С учетом всех изложенных выше факторов и применяя разработанные методы, устанавливается режим или формула стерилизации консервов, которой руководствуются в промышленных условиях.
Под формулой стерилизации понимают условно выраженную запись данных, характеризующих режим стерилизации.
Формула стерилизации схематически изображается следующим образом:
где А - продолжительность подъема температуры греющей среды в автоклаве до температуры стерилизации, мин; В - продолжительность собственно стерилизации, в течение которой в автоклаве поддерживается постоянная температура, мин; С - продолжительность охлаждения, мин; t - температура греющей среды в автоклаве во время стерилизации, оС; ра - максимальная величина поддерживаемого в автоклаве противодавления, создаваемого для компенсации возникающего в баке давления, кПа.
Установление величины противодавления в автоклаве. Давление, развиваемое внутри банки, вследствие своей незначительной величины не влияет на жизнедеятельность микроорганизмов, однако оно достаточно для нарушения герметичности банок. Поэтому при подборе режимов стерилизации очень важное значение имеет установление соотношения между возникающим давлением в банке и противодавлением в автоклаве.
Исходя из прочностных характеристик тары, способа укупорки, материала тары, степени наполнения продуктом экспериментально определяются критические значения давления внутри банки и с внешней стороны. Эти величины равны тем значениям давлений, при которых происходят необратимые деформации тары и ее разгерметизация.
Из определенных значений этих давлений находится величина необходимого противодавления в автоклаве по формуле
![]()
где р6 - давление, развиваемое в банке при стерилизации, к Па; рк.и и рк. в - критическое избыточное давление соответственно снаружи и внутри банки, кПа.
Наилучшим вариантом является такой, когда ра = рσ, однако вести процесс при этом условии очень трудно вследствие неравномерности температурных полей в автоклаве, неизбежных погрешностей в измерениях температур из-за термической инерционности измерительных приборов и т. д. Поэтому величину противодавления поддерживают в указанных пределах.
Режим стерилизации должен обеспечивать определенную степень летальности процесса, т. е. отмирание части микроорганизмов, способных вызвать порчу продукта, и при этом не привести к значительному ухудшению органолептических показателей продукта.
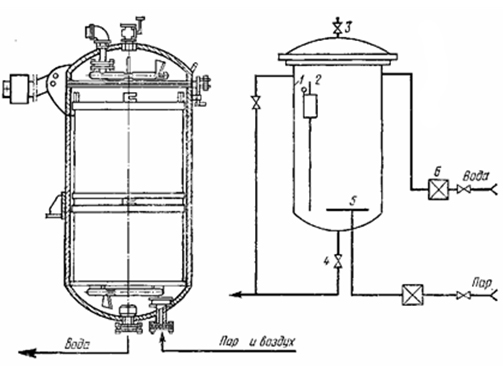
Рис. 50. Вертикальный автоклав:
1 - корпус автоклава; 2 - термометрическая коробка с циркуляционной трубой; 3 - продувочный краник; 4 - сливной вентиль; 5- барботер; 6 - обратный клапан.
Основная задача при установлении режима стерилизации состоит в том, чтобы определить такие условия нагрева, фактическая летальность которого в отношении микрофлоры соответствовала бы необходимой летальности процесса стерилизации.
Любой режим стерилизации, полученный в результате правильного научного подхода к его расчету и проверенный в производственных условиях, не может гарантировать предупреждение порчи консервов, если были нарушены санитарно-гигиенические требования к производству и условия технологического процесса. Поэтому надежность процесса стерилизации зависит также от организации производства, технического состояния оборудования и соответствующих служб предприятия (тепло- и энергохозяйство, водообеспечение и т. п.).
Аппараты периодического действия. Наиболее широкое применение для стерилизации консервов в стеклянной и металлической таре в СССР при температуре выше 100 °С получили автоклавы периодического действия вертикального типа. Они выпускаются двух- и четырехкорзиночными.
Автоклав (рис. 50) представляет собой цилиндрический резервуар со сферическими дном и крышкой. Аппарат оборудован устройствами для подачи внутрь воды, пара и сжатого воздуха. В низу резервуара имеется вентиль, через который спускаются отработавшая вода и конденсат. Крышка автоклава прижимается к корпусу через уплотнительную прокладку и зажимается кольцевым зажимом.
Процесс стерилизации консервов в автоклаве периодического действия осуществляется следующим образом. Корпус аппарата с открытой крышкой заполняется водой, которая подогревается острым паром, подаваемым в массу воды через барботер, до температуры на 10-20 °С выше температуры продукции, направляемой на стерилизацию. В подогретую воду электроталью опускаются корзины со стерилизуемой продукцией. Затем крышку закрывают, зажимают замок, создавая герметичность, и открывают паровой вентиль.
В стеклянных банках стерилизация проводится в воде, при этом противодавление создается паром или сжатым воздухом. Скорость подъема температуры воды составляет 3-4°С в 1 мин. При работе с водяным избыточным давлением под крышкой автоклава оставляют слой воздуха. При конденсировании пара объем воды увеличивается, чем создается избыточное давление внутри автоклава. При создании противодавления сжатым воздухом последний подается в автоклав от системы сжатого воздуха давлением 0,3-0,4 МПа. После подогрева воды до температуры стерилизации осуществляют поддержание ее на постоянном уровне путем регулирования подачи пара и спуска воды. После окончания выдержки продукта при заданной температуре начинают его охлаждение. Этот процесс осуществляют осторожно, чтобы избежать срыва крышек и термического боя банок с продуктом. Охлаждающая вода подается через барботер под крышкой автоклава, и при этом холодная вода не должна попадать на горячие банки. Для этого спуск воды из автоклава регулируется таким образом, чтобы банки всегда полностью находились под водой. Скорость снижения температуры должна составлять 2-3°С в минуту. Конечная температура воды 35-40 °С. При охлаждении постепенно снижается давление в автоклаве до атмосферного.
Автоклав имеет устройство, предупреждающее возможность открытия крышки при наличии некоторого избыточного давления внутри автоклава. Это необходимо в соответствии с требованиями техники безопасности.
При паровой стерилизации продукции, преимущественно фасованной в металлические банки, процесс проводят следующим образом.
Корзины с продукцией загружаются в пустой автоклав, и после герметизации крышки внутрь автоклава подается пар. При этом в крышке автоклава открывают продувочный вентиль для спуска воздуха. Вытеснение воздуха осуществляют примерно в течение 10 мин до тех пор, пока из продувочного крана не пойдет обильная струя пара. Закрыв продувочный кран, начинают постепенный подъем давления и температуры внутри автоклава. Достигнув температуры стерилизации, подачу пара почти прекращают и слегка спускают конденсат. После выдержки продукции при температуре стерилизации подачу пара полностью прекращают. Путем открытия продувочного крана и спускного вентиля давление внутри автоклава снижается. С целью предупреждения деформации банок сброс, давления проводят медленно. После достижения давлением величины, равной атмосферному, крышку открывают и охлаждают банки орошением холодной водой до температуры 40 °С.
Охлаждение банок можно провести другим образом. После прекращения подачи пара в конце периода собственно стерилизации внутрь автоклава подают сжатый воздух, повышая давление на 49-78 кПа. Затем в автоклав подается холодная вода под давлением. Вследствие этого пар быстро конденсируется, что приводит к резкому сбросу давления. Давление сжатого воздуха должно скомпенсировать возникшее внутреннее давление в банке. При постепенном охлаждении банок производят постепенное снижение давления воздуха и воды. При достижении давления, равного атмосферному, крышку открывают и производят разгрузку автоклава.
Контроль и регулирование температуры в процессе стерилизации осуществляются автоматически. Для этой цели используется программный регулятор температуры ПРТ-2 и программный регулятор давления РДУ.
Продолжительность стерилизации в периодически действующих автоклавах можно сократить за счет вращения корзины с банками внутри автоклава. Переворачивание корзины (банки при этом переворачиваются с донышка на крышку) способствует перемешиванию продукта внутри банки, улучшению конвективного теплообмена.
С целью сокращения затрат труда при стерилизации в периодически действующих автоклавах на некоторых консервных заводах используются устройства для загрузки автоклавных корзин банками с продуктом и их разгрузки. При фасовании продукции в стеклянную тару загрузка автоклавных корзин осуществляется послойно. Для этого необходимо иметь корзины с передвижным дном. Устройство для загрузки и разгрузки марки А9-КР2-Г имеет гидравлическую систему, с помощью которой в начальный момент ложное дно корзины поднимается на уровень выносного транспортера закаточной машины или накопительного стола. Работница сдвигает накопленные банки на поверхность дна. После полного заполнения на слой банок накладывают перфорированную прокладку. Затем слой банок опускается на одну ее высоту, и процесс загрузки повторяется. Возможна загрузка автоклавных корзин без перфорированных прокладок. При стерилизации продукта, фасованного в металлические банки, автоклавные корзины можно загружать навалом. С целью предупреждения повреждения банок загрузку осуществляют через водяную ванну. При таком способе пустую корзину помещают в ванну с водой. Банки с выносного транспортера направляются в автоклавную корзину. Нижний конец транспортера должен быть опущен в воду. Вода выполняет роль буфера и гасит энергию падения банок. При загрузке сеток навалом в одну сетку помещается примерно на 10% меньше банок, чем при послойной укладке. Кроме того, при таком способе максимальная вместимость банки не должна превышать 0,8 кг (металлическая банка № 12). Однако, учитывая, что при этом сокращаются затраты труда, способ загрузки сеток металлическими банками навалом довольно широко используется на консервных заводах.
Разгрузка автоклавных корзин с уложенными навалом металлическими банками производится с помощью устройства А9-КРЕ. Автоклавная корзина с банками захватывается зажимами и переворачивается над ванной с водой. Банки падают в воду и наклонным транспортером выносятся на накопительный стол.
Аппараты непрерывного действия. Наиболее прогрессивным оборудованием для стерилизации являются стерилизационные аппараты непрерывного действия.
В консервной промышленности используются стерилизационные аппараты роторные (барабанные), горизонтальные с пластинчатым транспортером, гидростатические и пневмогидростатические.
Роторный стерилизатор представляет собой горизонтальный цилиндр, внутри которого вращается барабан с приваренными вдоль образующей ребрами-полосами из угловой стали. На внутренней поверхности неподвижного корпуса приварена спиральная направляющая. Банки находятся в промежутках между двумя витками спиральной направляющей и двумя ребрами-полосами. При вращении внутреннего барабана банки получают вращение вокруг собственной оси и перемещаются вдоль оси барабана от загрузочного к выгрузочному концу. Подача банок в стерилизатор осуществляется через шлюзовое устройство, позволяющее проводить процесс стерилизации под давлением.
Стерилизационная установка может состоять из двух (стерилизатор и охладитель), трех (подогреватель, стерилизатор и охладитель) или четырех (подогреватель, стерилизатор и два охладителя) барабанов.
В подогревателе банки подогреваются водой температурой 95-98 °С. Стерилизация проходит при температуре до 130 °С, охлаждение осуществляется теплой и холодной водой. Продолжительность стерилизации регулируется частотой вращения барабана.
Недостатком таких стерилизаторов является то, что в них можно стерилизовать продукт только в металлических банках и притом только одного размера. Кроме того, перемещение банок внутри барабана приводит к образованию потертостей на их наружной поверхности. Эти недостатки сдерживают применение таких стерилизаторов в консервной промышленности.
Непрерывно действующий стерилизатор с пластинчатым транспортером представляет собой три прямоугольных корпуса, внутри которых помещены специальные транспортеры. Первая камера — стерилизатор, вторая — охладитель под давлением и третья — душевой охладитель при атмосферном давлении. Банки от закаточной машины через роторный клапан передаются на внутренний пластинчатый транспортер и без предварительного подогрева подвергаются воздействию температуры стерилизации. Пройдя через стерилизационную камеру, банки при помощи такого же роторного клапана передаются в камеру охлаждения. Кинематическая схема привода транспортеров позволяет изменять скорость перемещения банок, а тем самым продолжительность стерилизации от 11 до 90 мин. Этим же регулируется производительность непрерывно действующего стерилизатора.
Основным недостатком таких стерилизаторов является ненадежная конструкция роторных клапанов. В них может происходить затор банок, что вызывает аварийную остановку стерилизатора.
Этих недостатков лишены стерилизаторы гидростатического действия. Внедрение таких стерилизаторов в консервную промышленность связано с именем французского инженера П. Карвалло. Их конструкция основана на принципе гидростатического уравновешивания давления.
Возникающее внутри банок давление компенсируется увеличивающимся столбом воды. С учетом атмосферного давления в месте размещения стерилизатора при температуре насыщенного пара в зоне стерилизации 127 °С высота водяного столба, компенсирующая давление, должна быть около 15 м.
По выходе из камеры предварительного нагрева банки поступают в зону стерилизации, заполненную насыщенным паром под давлением, определяемым высотой компенсирующего водяного столба. Уровень воды в нижней части камеры регулируется поплавковым регулятором. Пройдя зону стерилизации, банки поступают в зону охлаждения. По мере снижения температуры снижается внутреннее давление в банке. Разгрузочное устройство в верхней части стерилизатора выталкивает банки из носителей.
Одним из недостатков стерилизаторов гидростатического типа является то, что давление и температура стерилизации взаимосвязаны между собой и не могут регулироваться независимо друг от друга. Кроме этого, недостатком таких стерилизаторов является их большая высота.
Использование гидростатических стерилизаторов требует соблюдения четкого поддержания уровня воды, так как в противном случае происходит колебание давления в стерилизационной камере, а это может привести к деформации металлических банок и срыву крышек со стеклянных.
Возможный срыв крышек можно устранить с помощью специальных носителей либо создать стерилизатор для обработки продукта только в банках определенного размера и по строго разработанному режиму. Ввиду того что конструкции таких стерилизаторов весьма сложны и они являются дорогами, указанные ограничения не позволяют широко применять их в консервной промышленности.
Выходом из этого положения является создание в камере стерилизации давления, превышающего давление насыщенных паров,
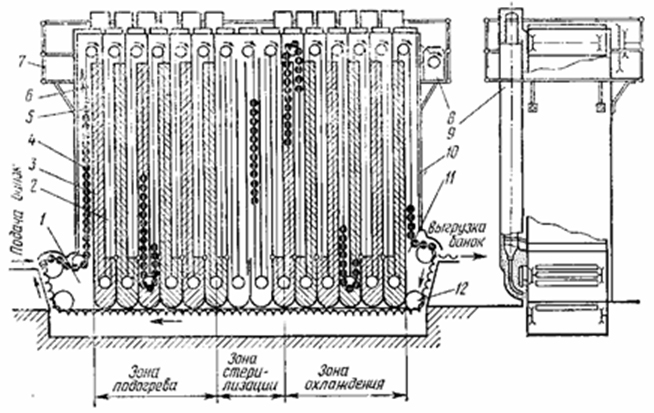
Рис. 51. Пневмогидростатический стерилизатор «Хунистер» (ВРН):
1 - механизм загрузки банок; 2 - воздушное пространство; 3 - водяная колонна; 4 - банка с продуктом; 5 - носитель банок; 6 - цепной транспортер; 7 - верхняя площадка; 8 - привод; 9 - регулятор давления; 10 - теплоизоляция; 11 - механизм выгрузки банок; 12 - нижняя ветвь цепного транспортера.
В настоящее время на ряде консервных предприятий эксплуатируются пневмогидростатические стерилизаторы «Хунистер» венгерской фирмы «Комплекс». Этот стерилизатор состоит из 14 башен, каждая из которых разделена на две одинаковые камеры. Первые шесть ванн составляют секцию подогрева, следующая секция является зоной стерилизации. Из нее банки поступают в секцию предварительного охлаждения и в последующем в шесть ка¬мер охлаждения (рис. 51).
Банки после закаточной машины через загрузочное устройство подаются в носители, прикрепленные к двум тяговым цепям. Носители последовательно проходят через шесть ванн предварительного подогрева. В каждой ванне разность уровня воды по обе стороны перегородки, разделяющей ванну на две камеры, равна 4 м. Это обеспечивается подачей воздуха в одну из камер ванны. Подача пара и воздуха в каждую ванну осуществляется таким образом, чтобы в зоне подогрева давление плавно возрастало на 40 кПа от башни к башне. В седьмой и восьмой башнях поддерживается давление пара 240 кПа, что обеспечивает поддержание температуры 130 °С. В зоне охлаждения давление от башни к башне постепенно снижается на 40 кПа. Проходя через все башни, банки с продукцией равномерно прогреваются, выдерживаются при температуре стерилизации и постепенно охлаждаются с понижением давления.
В таких стерилизаторах можно стерилизовать продукцию, фасованную в металлическую и стеклянную тару. Производительность стерилизатора и продолжительность стерилизации регулируются путем изменения скорости движения тягового транспортера. В зависимости от размера тары и вида продукта производительность аппарата составляет от 5 080 до 19 400 банок в час.
Учитывая, что эти стерилизаторы очень дорогие, на консервных предприятиях создаются стерилизационные отделения, обслуживающие несколько технологических цехов. В зависимости от сезонности переработки различного сырья стерилизаторы могут быть предназначены для обработки различных видов консервов. Это позволяет в лучшей степени использовать основные фонды предприятия.
Безусловно, такие стерилизаторы экономически выгодны лишь на заводах с большим объемом производства одного вида продукции.
Горячий розлив. При выработке консервов с высокой кислотностью допускается проведение стерилизации продукта горячим розливом. В этом случае жидкий продукт (например, томатное пюре или паста, яблочный сок, фруктовое пюре и т. п.) подогревается до температуры 95-98 °С и при этой температуре фасуется в предварительно простерилизованные паром банки вместимостью не менее 3 л. Иногда допускается и меньшая вместимость, но при тщательном соблюдении санитарных требований и обеспечении точного поддержания требуемого температурного режима. За счет длительного охлаждения продукта происходит дополнительное термическое воздействие на термостойкие бактерии. При таких условиях они не смогут развиваться. В случае применения горячего розлива предъявляются повышенные требования к санитарному состоянию предприятия.
Пастеризация
Пастеризация — тепловая обработка консервов при атмосферном давлении. Процесс обработки консервов по установленным режимам осуществляется в аппаратах открытого типа. Конструкция их сравнительно проста, так как отсутствует необходимость в создании специальных шлюзовых затворов и герметизации камеры стерилизации. Обогрев продукта в таких аппаратах проводится водой, паром, горячим воздухом и другими теплоносителя¬ми. В большинстве случаев эти аппараты используются для нагрева продукта до 100 °С и называются пастеризаторами.
Пастеризаторы периодического действия. Наиболее простейшей конструкцией ластеризатора являются открытые ванны или автоклавы, заполненные водой и оборудованные барботером для подачи пара.
Процесс пастеризации в таких аппаратах проводится следующим образом. Ванну заполняют водой так, чтобы она покрыла полностью банки после загрузки ими аппарата. Вода подогревается до температуры, не превышающей температуру банок более чем на 40 °С (обычно до 80-100°С). После загрузки аппарата банками температура воды снижается, поэтому сразу же начинают подавать через барботер пар. Температура воды постепенно повышается до температуры пастеризации, при которой продукция выдерживается в течение времени, соответствующего формуле стерилизации. После окончания прогрева банок проводят их охлаждение добавлением в ванну холодной воды. Процесс охлаждения также осуществляется в строгом соответствии с формулой стерилизации. Охлаждение ведется до температуры воды 40-45°С. Использование таких аппаратов требуем значительных затрат труда. Кроме того, в таких устройствах затруднено поддержание заданной температуры, и поэтому применение их ограничено.
Пастеризаторы непрерывного действия. Более перспективным является использование непрерывно действующих пастеризаторов. Конструкция таких аппаратов обеспечивает равномерное прогревание банок, выдержку их при температуре пастеризации и охлаждение в течение определенного времени.
Аппараты бывают оросительного и погружного типов.
Наиболее часто применяются аппараты оросительного типа, в которых в качестве теплоносителя используется вода, подогретая паром.
В аппарате оросительного типа банки с продуктом перемещаются в коробчатом корпусе пластинчатым транспортером через несколько зон, в каждую из которых подается вода заданной температуры из душирующих устройств. Загрузка и выгрузка банок механизированы.
Одним из характерных пастеризаторов оросительного типа является пастеризатор-охладитель ЕК-18, выпускаемый в ВНР. Он имеет семь зон: три или четыре зоны предварительного нагрева и пастеризации и четыре или три зоны охлаждения. Температура орошающей воды по зонам составляет: для I- 80 °С; для II и III-95; для IV-95 или 70; для V-70 или 40; для VI-35 или 20 и для VII-20 °С. В зоне пастеризации температура продукта достигает 90-92 °С.
В аппаратах погружного типа транспортер с банками проходит через подогретую до 96-98 °С воду, заполняющую ванну аппарата. Пройдя зону пастеризации, банки охлаждаются, последовательна перемещаясь по конвейеру через ряд ванн со ступенчато понижающейся температурой. Охлаждение банок может осуществляться также водой из душевых устройств.
Пастеризаторы погружного типа обеспечивают более стабильный режим пастеризации, чем пастеризаторы оросительного типа. В последних наблюдается иногда нарушение режима из-за возможности засорения отверстий душевого устройства и образования накипи.
Однако в пастеризаторах оросительного типа в лучшей степени происходит теплопередача, что позволяет сократить продолжительность прогрева и охлаждения.
Тепловая обработка при температуре свыше 100 °С и атмосферном давлении. Применение открытых пастеризаторов, в которых используется в качестве теплоносителя вода, ограничено режимами пастеризации консервов, для которых допускается температура пастеризации до 100 °С.
В открытых пастеризаторах можно осуществить стерилизацию и при температурах свыше 100 °С, но при этом необходимо использовать жидкие теплоносители, кипящие при температурах значительно выше 100 °С, или воздух. Однако использование высокотемпературных органических теплоносителей ограничено вследствие того, что они легко гидролизуются под воздействием влаги. Кроме того, стерилизация консервов при атмосферном давлении и температурах свыше 100 °С требует проведения определенных приемов для предупреждения срыва крышек со стеклянных банок или необратимой деформации металлических.
Использование воздуха в качестве теплоносителя также позволяет достичь температур стерилизации выше 100 °С, но одним из препятствий в широком применении таких пастеризаторов является низкий коэффициент теплоотдачи от воздуха к материалу банки. Это может быть скомпенсировано в некоторой степени возможностью нагрева теплоносителя до довольно высоких температур.
Конструкции воздушных стерилизаторов открытого типа различны. В некоторых из них камеры предварительного нагрева выполняют роль эксгаустера, в котором осуществляется подогрев не закатанных банок воздухом температурой 140 °С. Сразу же после выхода из этой секции банки герметизируются на закаточной машине и поступают в секцию стерилизации, где температура воздуха поддерживается на уровне 105-115 °С. В третьей секции — секции охлаждения банки вначале охлаждаются обычным атмосферным воздухом и затем увлажненным воздухом.
В некоторых конструкциях пастеризаторов охлаждение осуществляется водой.
Преимуществами воздушных пастеризаторов являются возможность точного автоматического регулирования процесса и обеспечение высоких санитарно-гигиенических условий производства.
Асептическое консервирование
Все описанные способы стерилизации требуют довольно продолжительного температурного воздействия на продукт, что приводит к определенным химическим изменениям. Снизить вредное тепловое воздействие можно применением асептического консервирования. Сущность способа заключается в раздельной стерилизации продукта и тары с последующим фасованием стерильного охлажденного продукта в асептических условиях. В отличие от горячего розлива продукт не только мгновенно нагревается, но и мгновенно охлаждается.
Идея асептического консервирования, возникшая около 45 лет назад, лишь 30 лет спустя получила практическое применение. Это стало возможным после создания специальных насосов, теплообменников, подбора соответствующих дезинфицирующих средств.
Технологический процесс асептического консервирования. В СССР эксплуатируются отечественные установки А9-КСК и А9-КСИ, установки ТА-2А и ТА-3А, выпускаемые в ВНР и модифицированные советскими специалистами, а также линии, выпускаемые в НРБ, реконструированные по советскому проекту (рис. 52, 53).
На этих установках консервируют в крупных резервуарах соки плодово-ягодные осветленные и неосветленные, пюре плодово-ягодное (для абрикосового пюре рН не должно превышать значения 3,8), томатное пюре и томатную пасту с содержанием сухих веществ до 30%. Продукты, поступающие на консервирование, должны иметь микробиальную обсемененность в пределах, указанных в табл. 14.
| Таблица 14 Нормативы обсемененности продукта перед асептическим консервированием | |||
| Показатели обсемененности | Количество микроорганизмов в 1 см3 продукта | ||
| виноградный и плодово -ягодные соки без мякоти |
плодово- ягодное пюре |
паста томатная | |
| Общая бактериальная обсемененность Плесени и дрожжи Споры мезофильных анаэробов Споры факультативно-анаэробных газообразующих бактерий |
Не более 1-105 Не более 5-103 - Должны отсутствовать |
- Не более 5-102 - Должны отсутствовать |
Не более 1-104 Не более 1-103 Не более 200 - |
Технологический процесс асептического консервирования состоит из следующих операций: подготовка оборудования, включающая ревизию установки, ее санитарную обработку, определение герметичности, сборку и разборку бактериологических фильтров, стерилизацию оборудования, продуктопроводов и резервуаров; стерилизация с последующим охлаждением продукта и заполнение им резервуаров; хранение продукта и его выгрузка в асептических условиях.
Обработка оборудования. Перед консервированием проверяют состояние резервуаров, продуктопроводов, паро- и воздухопроводов, арматуры. Внутренние поверхности технологического оборудования и коммуникаций промывают холодной водой в течение 3-5 мин, а затем в течение 10-15 мин — горячей водой при температуре 70-80 °С. Если не удается полностью удалить остатки продукта на внутренней поверхности, оборудование и коммуникации обрабатывают 2%-ным раствором каустической соды при температуре 70 °С. После мойки стерилизатор, охладитель и продуктопроводы заполняются горячей водой, и при этой температуре осуществляется выдержка в течение 30 мин. Резервуары моют не менее 5 мин горячей (70-80 °С) водой с помощью моечных машинок ММ-4. После мойки резервуары проверяются на герметичность.
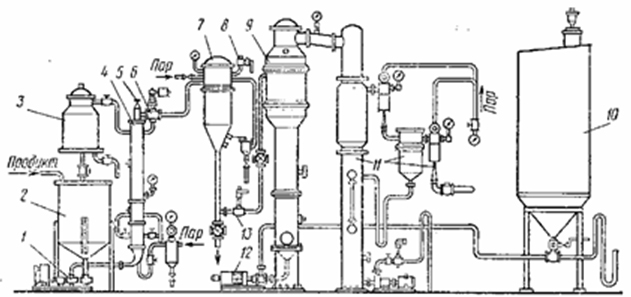
Рис. 52. Схема линии асептического консервирования томатной пасты А9-КСИ в крупных резервуарах:
1 - винтовой насос; 2 - приемный сборник; 3 - сборник; 4 - пароконтактный теплообменник; 5 - подпорный клапан; 6 - трехходовой клапан; 7 - камеры стерилизации; 8 - клапан; 9 - резервуар; 10 - испытательный механизм; 11 - вакуумная станция; 12 - винтовой насос; 13 - вакуум-охладитель.

Рис. 53. Линия асептического консервирования А9-КСК плодово-ягодных соков и пюреобразных полуфабрикатов в крупных резервуарах:
1 - емкость предварительного резервирования; 2 - винтовой насос; 3 - подогреватель; 4 - деаэратор; 5 - вакуум-насос; 6, 7 - винтовые насосы; 8 - фильтр; 9 - стерилизатор; 10 - выдерживатели; 11, 12 - охладители; 13 - теплообменники.
Следующим этапом подготовки установки к эксплуатации является сборка, бактериологических фильтров. В собранном виде бактериологический фильтр должен иметь общее сопротивление материала равным 44,1±9,8 Па. Допускаемая скорость фильтрации воздуха через фильтрующую ткань не более 10 см/с.
После мойки резервуаров проводится микробиологическая проверка бактериологической чистоты их внутренней поверхности. Анализируется смыв стерильным влажным тампоном поверхности в 100 см2 вблизи люка. Если в смыве (1 см3) содержится не более 30 клеток бактерий и 10 клеток дрожжей и плесени, приступают к стерилизации резервуара. Стерилизация щелочью проводится 2%-ным раствором при температуре 80-85 °С путем заполнения и выдержки в течение 45 мин или с использованием моечных машинок ММ-4 в течение 10 мин.
Для стерилизации препаратом «Дезоксон-1» используют 0,1%-ный его раствор в воде при температуре 20-25 °С посредством моечных машинок ММ-4 в течение 45 мин. Дезинфицирующие растворы используют многократно, добавляя к ним соответствующее количество препарата.
После обработки щелочью или «Дезоксоном-1» на резервуар устанавливается бактериологический фильтр и проводится паровая стерилизация при давлении 0,05 МПа соответственно в течение 120* или 90 мин. Начало стерилизации отсчитывают с момента достижения конденсатом температуры 95 °С.
После стерилизующей обработки в последних порциях конденсата не допускается наличие дрожжей и плесеней, факультативно-анаэробных и анаэробных бактерий.
По окончании стерилизации резервуары заполняют стерильным воздухом, доводя давление в резервуаре до 0,05 МПа и сохраняя это давление до заполнения резервуара продуктом.
Оборудование стерилизуют следующим образом. После мойки горячей водой его обрабатывают 2%-ным раствором щелочи (45 мин) или 0,1%-ным водным раствором «Дезоксона-1» (30 мин). Щелочь нагревают до температуры 100 °С, при использовании препарата «Дезоксон-1» температура обработки 35 °С. Затем оборудование промывают горячей водой в течение 60 мин в случае использования каустической соды или 30 мин при обработке препаратом «Дезоксон-1».
После окончания промывания в установку подают пар под давлением 0,03-0,05 МПа. Подачу пара прекращают непосредственно перед началом работы на продукте, но не менее чем через 2 ч от начала прошпаривания в случае щелочной обработки и 1 ч в случае использования препарата «Дезоксон-1».
Стерилизация продукта при асептическом консервировании» Стерилизацию продукта проводят по режимам, приведенным в табл. 15, перекачивая его насосом из бака предварительного резервирования.
| Таблица 15 Режимы стерилизации продукта при асептическом консервировании | ||||
| Продукт | Марка линии | Производи- тельность, т/ч |
Температура стери- лизации, °С |
Продолжи- тельность выдержки, с |
| Томатная паста и пюре Плодовое и ягодное пюре (для абрикосового пюре рН не выше 3,8) Плодово-ягодные соки (яблочный, виноградный) |
А9-КСИ Модифицированные ТА-3А и ТА-2А А9-КСК Модифицированные ТА-ЗА и ТА-2А Модифицированная болгарская установка |
5 2; 4 2 2; 4 3; 5; 7; 10 |
127±3 118±3 118±3 112±3 112±З |
240 90 90 90 90 |
После стерилизации продукт поступает в охладитель, где он охлаждается до температуры 30-40°С. Охлажденный продукт по стерильному трубопроводу в асептических условиях герметизированными насосами подается в резервуары. При достижении продуктом заданного уровня перекачка прекращается. Продукт хранится при температуре не ниже 0 °С. Разгрузка резервуаров осуществляется по мере необходимости без нарушения стерильности остающегося продукта.
Ориентировочные данные об отходах и потерях на операциях асептического консервирования приведены в табл. 16.
| Таблица 16 Отходы и потери полуфабрикатов при асептическом консервировании | ||
| Продукт | Потери и отходы, % | |
| при стерилизации и загрузке в резервуары | при хранении и выгрузке из резервуаров | |
| Яблочный сок после сепарирования, осветления и фильтрации после грубой фильтрации Виноградный сок Плодово-ягодное шоре Томатопродукты |
0,5 0,5 0,5 1,0 1,0 |
3,0 5,5 3,5 0,5 0,5 |
Преимущества асептического консервирования. Асептический способ имеет преимущества перед обычной технологией стерилизации. Тепловая обработка продукта в стерилизаторах может проводиться в тонком слое в течение очень короткого времени. Это позволяет сохранить органолептические и физико-химические показатели перерабатываемого продукта. Кроме того, применение этого способа позволяет сгладить пик сезона переработки овощей, более равномерно использовать рабочую силу.
На консервных предприятиях, находящихся в южных районах страны, производятся переработка плодов и овощей, их асептическое консервирование и хранение. По мере необходимости осуществляется перефасование продукта в транспортную тару. Перефасование проводится в стерильных условиях. Подготовка транспортных средств (контейнеров, резервуаров, цистерн и т. д.) выполняется так же, как и стационарных резервуаров и коммуникаций.
Транспортировка продукта может быть проведена на расстояние до нескольких тысяч километров любым транспортом — железнодорожным, автомобильным или водным. В пункте назначения производится перефасование продукта из транспортных средств в стационарные резервуары. Из последних продукт перефасовывается в асептических условиях в мелкую потребительскую тару. Таким образом, он подвергается только одной тепловой обработке, что сохраняет его пищевую ценность. Такой способ позволяет получить экономию за счет сокращения затрат на транспортировку потребительской тары (банок, бутылок, бочек) в северные и восточные районы нашей страны. Также отпадает необходимость возврата пустой тары из этих районов в места переработки плодов и овощей.